


 扫一扫
扫一扫
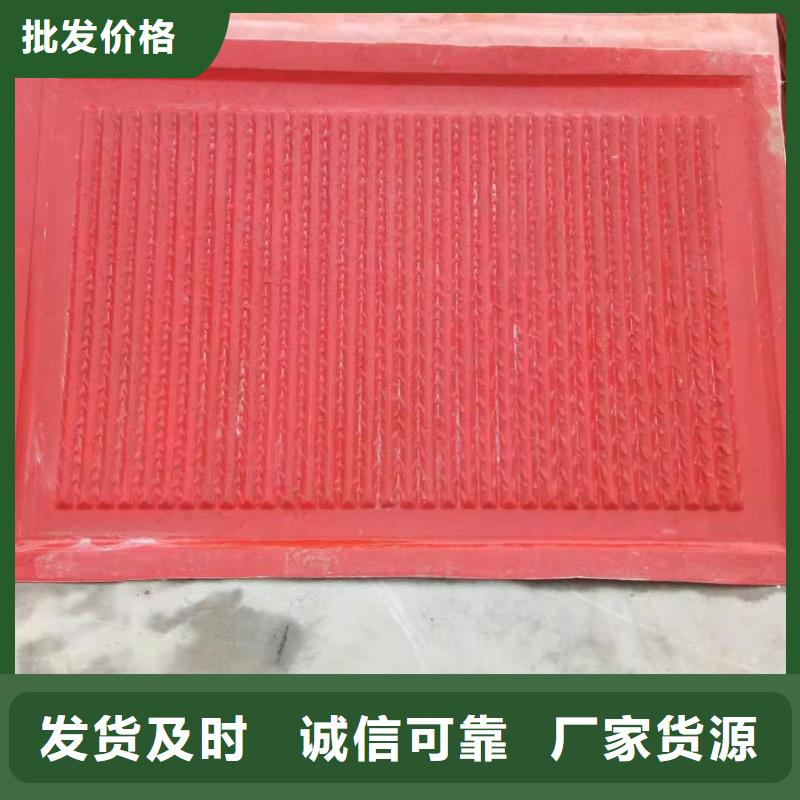
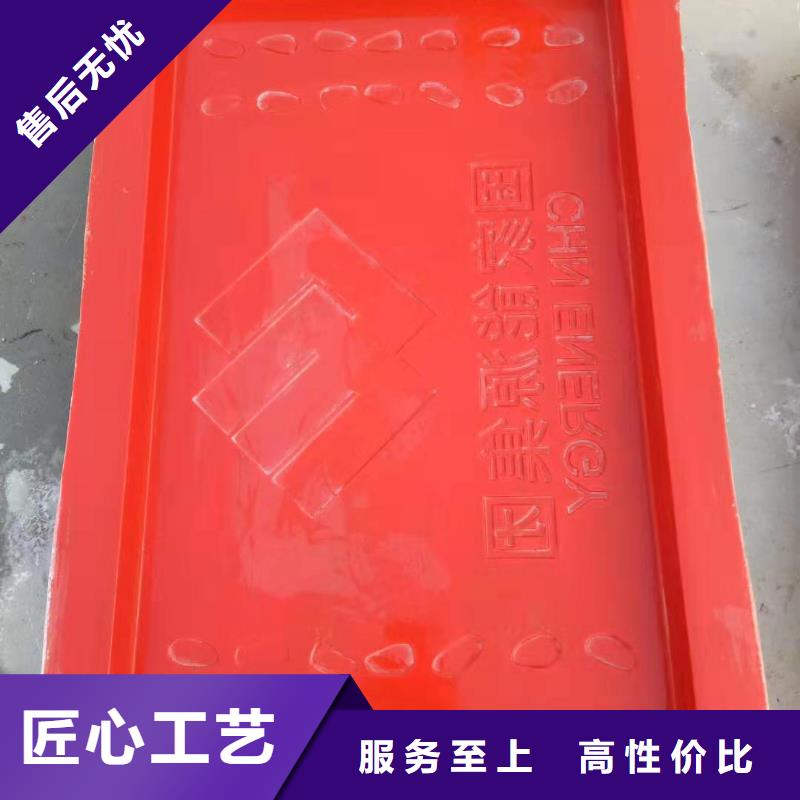
钜顺模具制造厂是集研发、生产、销售与服务为一体的综合性企业。主要有 中山盖板模具等。公司秉承“科技承载梦想,创新铸就未来”的理念,坚持“以口碑创品牌”的质控机制,不断生产优质产品。公司一贯坚持;质量优良,用户至上,贴心服务,信守合同的宗旨,凭借着高质量的产品,良好的信誉,用心的服务。公司自成立以来,不断致力于对各种材料的深入研究。从过去的石材、钢结构、不锈钢,到现在的铝合金及多种复合材料,一直引领着中国艺术景观桥梁的发展。
我们期待与您携手,共同为地区和社会的发展做出贡献,实现人与自然的协调发展。我们用毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧拓展推新,用拼搏与汗水续写辉煌,诚为业之基,信为商之魂!
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
加温阶段即达到玻璃钢SMC模压成型温度的环节。该环节中,同样需要控制模温机升温速率和温度。对快速模压工艺,装模温度即为压制温度,不存在升温速率问题。而慢速模压工艺,应依据模压料树脂的类型、制品的厚度选择适当的升温速率。 成型温度与模压料的品种有很大关系。成型温度过高,树脂反应速度过快,物料流动性降低过快,常出现早期局部固化,无法充满模腔。温度过低,制品保温时间不足,则会出现固化不完全等缺陷。
模具温度低时,玻璃钢难以固化成型。同时由于温度低,固化反应速率慢,会造玻璃钢交联反应速度长,影响生产效率。玻璃钢局部因含胶量少而分层,从而进一步影响整体树脂的交联度,造成玻璃钢硬度低、耐蚀性、耐热性下降。
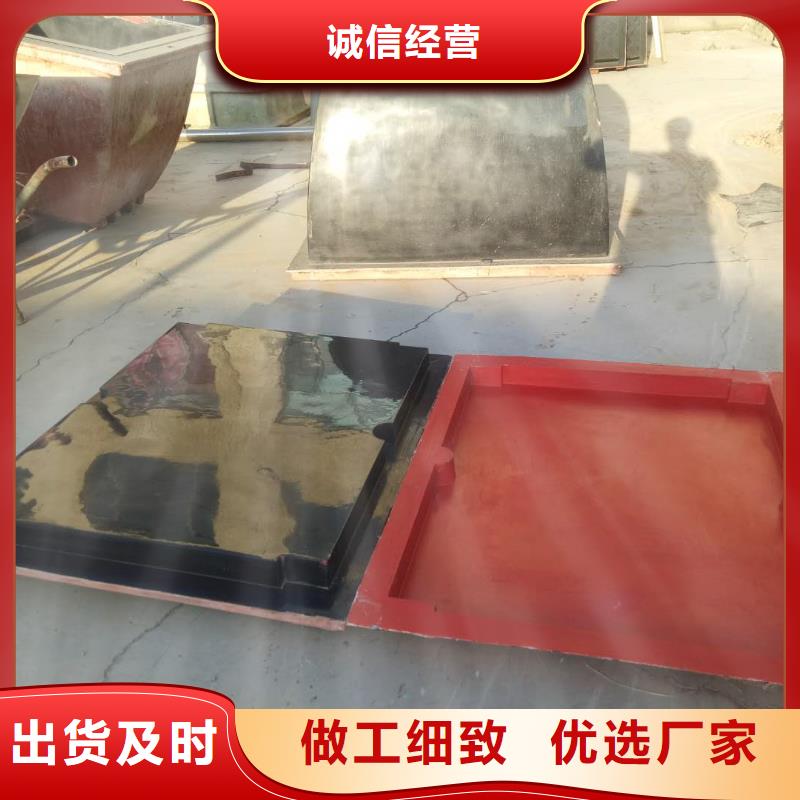
如果模具温度过高时,物料内部反应太快,整体玻璃钢脆性过大。同时分子间化学反应快,一些有效的活性基因来不及反应就被冻结。造成应力集中,玻璃钢发生开裂。
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
成型塑料制件的任务书通常由制件设计者提出,其内容如下:
1. 经过审签的正规制制件图纸,并注明采用塑料的牌号、透明度等。
2. 塑料制件说明书或技术要求。
3. 生产产量。
4. 塑料制件样品。
通常模具设计任务书由塑料制件工艺员根据成型塑料制件的任务书提出,模具设计人员以成型塑料制件任务书、模具设计任务书为依据来设计模具。
二、 收集、分析、消化原始资料
收集整理有关制件设计、成型工艺、成型设备、机械加工及特殊加工资料,以备设计模具时使用。
1. 消化塑料制件图,了解制件的用途,分析塑料制件的工艺性,尺寸精度等技术要求。例如塑料制件在外表形状、颜色透明度、使用性能方面的要求是什么,塑件的几何结构、斜度、嵌件等情况是否合理,熔接痕、缩孔等成型缺陷的允许程度,有无涂装、电镀、胶接、钻孔等后加工。选择塑料制件尺寸精度 的尺寸进行分析,看看估计成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件来。此外,还要了解塑料的塑化及成型工艺参数。
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
 玻璃钢模具,【路沿石模具】真材实料诚信经营")
1、环境的条件。温度:在制造阳模和阴模的全过程应始终保持同一环境温度,即21~28℃。湿度:湿度对胶衣和树脂的固化影响很大,理想的湿度范围为40~60,若制造模具时相对湿度超过65,应等待至合适的生产条件再施工,尤其南方及沿海地区,湿度比较大,更应该慎重。
2、洁净的车间。在一个肮脏环境中是不能制造出高质量的模具,阴、阳模的制造区应高度清洁,必须比制品生产区有更高的维护管理标准,所以,在模具制造开始,就应提前作好模具制造区的除尘与清洁工作。
3、洁净的压缩空气。纯净、干燥的气源供给是制造高品质模具的另一要素。若风管中空气带有少量的水或油,则模具胶衣表面就会出现大量针孔和麻点,为此要付出大量的劳动力进行修补,这样,模具的质量将受到很大的影响。空压机需要安置在良好的环境中,并为其配备有效的空气干燥器和油水分离器。
4、原辅材料的选用。选用优质的原辅材料,是制造高品质模具的重要条件。用于制造模具的原辅材料成本对于总成本来说只占很小的百分比,不能试图节约而使用产品树脂或已过贮存期的材料和劣质材料。
5、合理的制模时间。安排适宜的制模时间表是制造好模具的因素之一。不管是采用传统的铺层方法,还是选用新的低收缩系统,所需求的时间均由这些原辅材料的化学特性决定的,企图走捷径或加速工艺,都将对模具的质量产生不良的影响。
技术支持:cnwbgg.com